鑄鐵平臺|鑄鐵平板|鑄造平臺-鳳遠(yuǎn)機(jī)械闡述鑄鐵平臺平板刮研工藝及流程-鳳遠(yuǎn)機(jī)械
logo.png)
18232796661
鳳遠(yuǎn)機(jī)械闡述鑄鐵平臺平板刮研工藝及流程
鳳遠(yuǎn)機(jī)械是河北省鑄鐵平臺鑄造廠家,,生產(chǎn)各類鑄鐵平臺,鑄鐵平板,。鑄鐵平臺,,鑄鐵平板生產(chǎn)過程復(fù)雜,需要十多道工序,,其中影響鑄鐵平臺(鑄鐵平板)精度為關(guān)鍵的環(huán)節(jié)是人工鏟刮工藝,。
人工鏟刮工藝是傳統(tǒng)的刮研工藝,下面闡述一下鑄鐵平臺平板鏟刮工藝方法流程及注意事項(xiàng):
一,、數(shù)控精銑:
對于精度要求較高的鑄鐵平臺平板,,鳳遠(yuǎn)機(jī)械生產(chǎn)的鑄鐵平臺平板在數(shù)控精銑后,首先對鑄鐵平臺平板進(jìn)行表面檢查,看有無缺陷,,然后四周倒角去除毛刺,;
二、表面處理:
去除機(jī)械加工的刀痕和銹斑,檢查鑄鐵平臺平板的初始平面度誤差,。
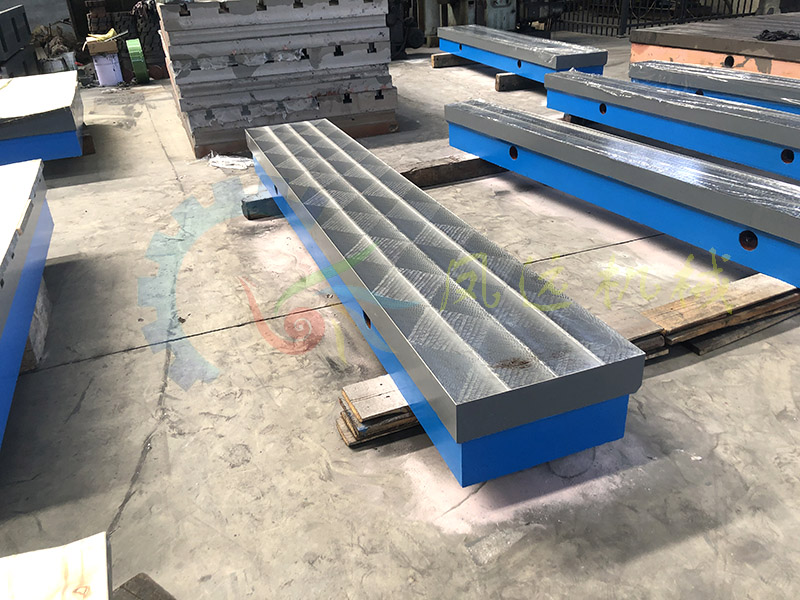
三,、粗刮:
按原始鑄鐵平板刮研步驟粗刮鑄鐵平臺平板,達(dá)到粗刮精度要求。
鑄鐵平臺,,鑄鐵平板粗刮工作面比較粗糙,、機(jī)加工痕跡較深或表面嚴(yán)重生銹、工作面不平或扭曲,、刮削余量在0.005mm以上時(shí),,應(yīng)先粗刮。粗刮的特點(diǎn)是采用人工用長刮刀,,行程較(10mm~15mm之間),,刀痕較寬(10mm),刮刀痕跡順向,,成片不重復(fù),。機(jī)械加工的刀痕刮除后,,即可涂稀釋的氧化鐵紅,用平尺研點(diǎn),,并按顯出的高點(diǎn)刮削,。當(dāng)工件表面研點(diǎn)每25㎡×25㎡上為4~6點(diǎn)并留有細(xì)刮加工余量時(shí),可開始細(xì)刮,。
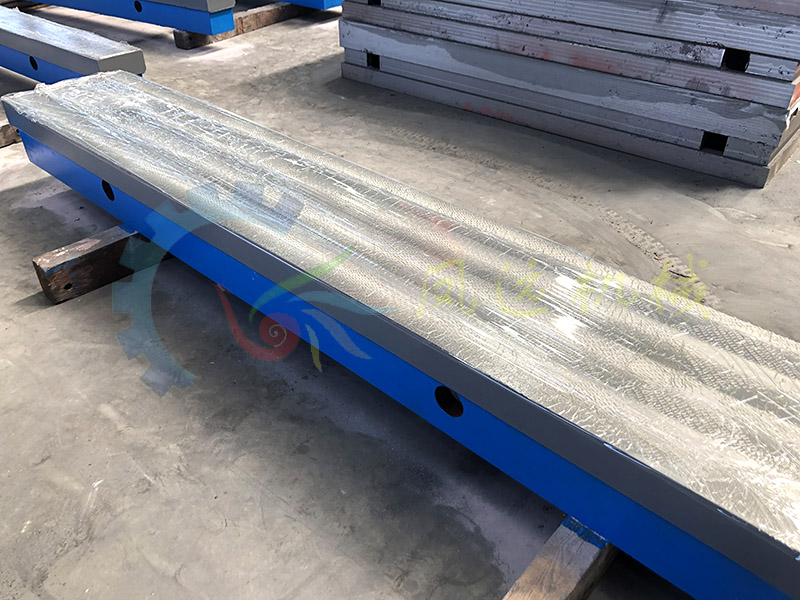
四,、細(xì)刮:
檢驗(yàn)平板
細(xì)刮是將粗刮后的高點(diǎn)刮去,其特點(diǎn)是采用短刮法(刀痕寬約6mm,,長5mm~10mm),,研點(diǎn)分散快。細(xì)刮時(shí)要朝著方向刮,,刮完一遍,,刮二遍時(shí)要成45度或60度方向交叉刮出網(wǎng)紋。當(dāng)平均研點(diǎn)每25㎡×25㎡上為10~14點(diǎn)時(shí),,即可結(jié)束細(xì)刮,。 在細(xì)刮的基礎(chǔ)上進(jìn)行精刮,采用小刮刀或帶圓弧的精刮刀,,刀痕寬約4mm,,平均研點(diǎn)每25㎡×25㎡上應(yīng)為20~25點(diǎn),通常用于檢驗(yàn)工具,、精密導(dǎo)軌和緊密工具接觸面的刮削,。
以上是鳳遠(yuǎn)機(jī)械鑄鐵平臺,鑄鐵平板的刮研工藝過程,,精益求精,鳳遠(yuǎn)機(jī)械會不負(fù)所望,,給各位用戶朋友提供每一個(gè)滿意的產(chǎn)品,!
相關(guān)內(nèi)容

產(chǎn)品目錄
技術(shù)信息
企業(yè)資訊
聯(lián)系方式
泊頭市鳳遠(yuǎn)機(jī)械鑄業(yè)有限公司
地址: 河北省泊頭市交河西工業(yè)集中區(qū)
手機(jī): 18232796661微信同號
Q Q: 594457355

地址: 河北省泊頭市交河西工業(yè)集中區(qū)
電話: 0317-8176908
0317-8036020
傳真: 0317-8176910手機(jī): 18232796661微信同號
Q Q: 594457355
企業(yè)郵箱:[email protected]
友情鏈接
公司名稱:泊頭市鳳遠(yuǎn)機(jī)械鑄業(yè)有限公司 公司地址:河北省泊頭市交河西工業(yè)集中區(qū) 電話:0317-8176908 傳真:0317-8176910 手機(jī):18232796661 網(wǎng)址:http://yzqiujing.cn
泊頭市鳳遠(yuǎn)機(jī)械鑄業(yè)有限公司 2011(C)版權(quán)所有 并對網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備15006117號-2

冀公網(wǎng)安備 13098102000329號
PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝微博
二維碼.png)
站二維碼.png)